Find årsager og løsninger på dine svejseproblemer
Sprøjt
Årsager: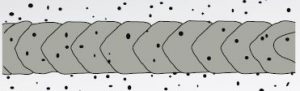
- Svejsestrøm for høj.
- Lang lysbue.
- Forkert polaritet, magnetblæst.
- Utilstrækkelig gasdækning og
afskærmning
Eventuel løsning:
- Reducer svejsestrøm.
- Kortere lysbue. Mindre volt
- Brug rigtig polaritet, se under
respektive tilsatsmateriale. - Kontroller gas type og flow (l/min).
- Rens gas dyse, bedre afskærmning
(træk) og korrekt pistolvinkel.
Deformation
Årsager: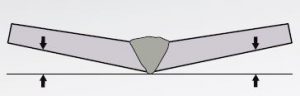
- Uegnet konstruktion. Forkert
svejseplan. - Alt for mange og tynde strenge, som
regel fordi elektroden er for lille. - Dårlig tilpasning og ophæftning.
- Plade fastspændt utilstrækkeligt
Eventuel løsning:
- Tilpas konstruktionen for svejsning.
Svejs fra begge sider af samlingen. - Svejs fra midten og udefter i modsatte
retninger. - Brug en større elektrode, hvis muligt
brug højtudbytteelektroder. - Kompenser for krympninger.
- Fastspænd arbejdsstykket.
- Brug clamp.
Flakkende lysbue
Årsager:
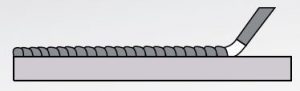
- Magnetfeltet kan, særlig ved jævnstrøm,
presse buen i en uønsket
retning. - Flakkende lysbue (udbøjning) kan
opstå på grund af magnetisk effekt,
især på lange emner, på hjørner og
kanter.
Eventuel løsning:
- Brug AC elektroder hvor det er
muligt. Flyt eller del tilslutningen for
returkablet. - Modvirk magnetblæst ved at hælde
elektroden, læg et stykke træ eller
andet isolerende materiale under
emnets ene ende. Hold lysbuen så
kort som mulig. Brug AC elektroder.
Hvis muligt regulér på Arc-Force.
Langsgående revner i den
varmepåvirkede zone
Årsager:
- Grundmaterialet er tilbøjelig til
hærdning (på grund af et højt indhold
af C-eller andre legeringsstoffer).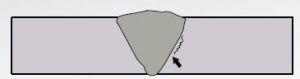
- Svejsning afkøles for hurtig.
Hydrogen i svejsningen, på grund
af fugtige fugekanter, forkerte eller
fugtige elektroder eller manglende
gasdækning.
Eventuel løsning:
- Hvis det er muligt, vælg et materiale
med en bedre svejsbarhed. Hvis ikke,
det er muligt, så forvarm emnet, hold
mellemstrengstemperaturen. - Anvend en højere forvarmetemperatur.
Fjern fugt fra svejseområdet. Brug
tilsatsmaterialer med lavt hydrogen
–indhold. Brug tilsatsmaterialer leveret
i VacPac.
Lysbuetændings
vanskeligheder
Årsager:
- Svejsestrøm for lav.
- Spænding for lav (volt).
- Returkabel ikke tilsluttet korrekt.
- Elektrodeenden dækket af
beklædningen.
Eventuel løsning:
- Forøge svejsestrøm (amp).
- Brug strømkilde med en højere
tomgangsspænding.Ved MIG/MAG
højere spænding (volt ). - Sikre ordentlig forbindelse af
returkabel. - Knæk beklædningen af, “stryg”
elektroden i gang, ligesom man
stryger en tændstik.



